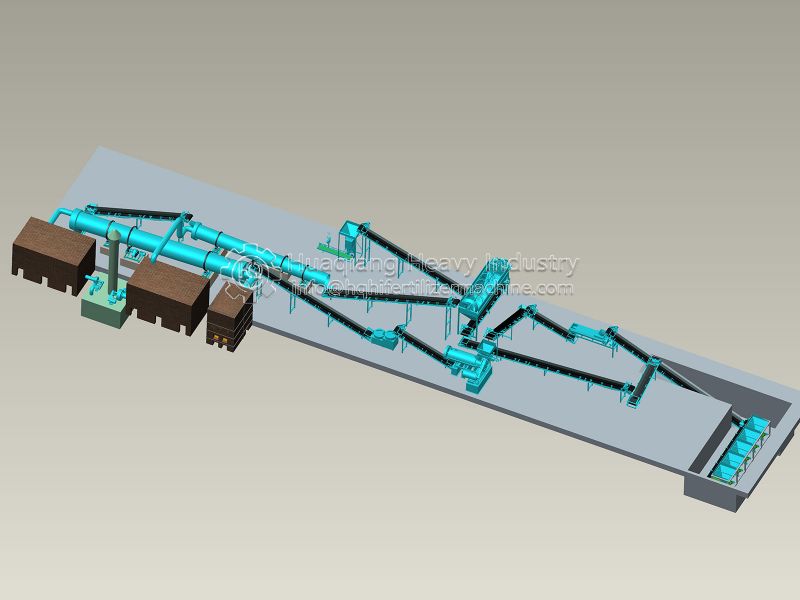
With the booming development of green agriculture, the market demand for organic fertilizer continues to rise due to its advantages in improving soil and enhancing the quality of agricultural products. A complete organic fertilizer production line is like a precisely operating "nutrient factory." From raw material processing to finished product packaging, each step relies on specialized equipment, and its rational configuration directly determines production efficiency and product quality.
The raw material pretreatment stage is the foundation of the production line. Core equipment includes vibrating screens, crushers, and mixers. Vibrating screens are responsible for screening impurities such as stones and plastics from the raw materials, ensuring product purity.Chain crushers pulverize raw materials such as straw and livestock manure to a suitable particle size, creating conditions for microbial fermentation. Double axis paddle mixers mix different raw materials in a scientific ratio, adjusting the carbon-nitrogen ratio and moisture, laying the foundation for fermentation.
The fermentation stage is the core of organic fertilizer production, with key equipment including turners and fermentation tanks. Trough-type or windrow compost turners periodically turn the materials to ensure an aerobic environment and control the fermentation temperature between 55-70℃, achieving harmless treatment of the materials. Closed fermentation tanks are suitable for scenarios with limited space, significantly shortening the fermentation cycle through automated temperature and oxygen supply control.
Post-processing equipment determines the quality of the finished product and mainly includes granulators, dryers, coolers, and screening machines. Disc or rotary drum granulators produce uniform granules from the composted material, improving product marketability;drum dryers reduce the moisture content of the granules to a standard range, preventing clumping and spoilage; coolers rapidly cool the material, protecting the activity of beneficial microorganisms; and drum screeners separate substandard granules, ensuring uniform particle size in the finished product.
Finally, in the packaging stage, automatic packaging machines accurately weigh and automatically bag the materials, while sewing machines complete the sealing, achieving standardized packaging for easy storage and transportation. In addition, belt conveyors serve as auxiliary equipment, connecting various production stages to ensure continuous material transport and improve the automation level of the production line.
These interconnected and collaborative devices constitute a complete organic fertilizer production line. Depending on the scale of production, the equipment configuration can be flexibly adjusted to meet the needs of small workshops as well as adapt to large-scale industrial production, providing a solid guarantee for the development of green agriculture.








.jpg)
