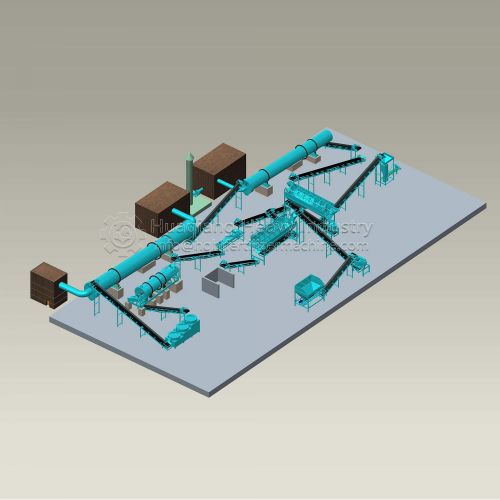
Driven by policies promoting green agricultural development and the resource utilization of livestock and poultry manure, powdered organic fertilizer has become the preferred choice for small and medium-sized organic fertilizer plants and large-scale farms due to its simple process and moderate investment. A complete powdered organic fertilizer production line requires equipment configured according to the process of "raw material processing—fermentation and composting—deep processing—finished product packaging." The coordinated operation of each piece of equipment is essential to achieve the efficient conversion of organic waste into high-quality powdered organic fertilizer. The following is a detailed analysis of the core equipment.
Fermentation equipment is the "core engine" of the production line, directly determining the degree of composting and quality of the fertilizer. The mainstream equipment is a trough-type compost turner, suitable for large-scale continuous production. It can feed raw materials such as livestock and poultry manure and straw into the fermentation trough, and achieve oxygen supply and temperature control through timed turning, maintaining a high-temperature environment of 55-70℃ for 15-20 days to thoroughly kill pathogens and weed seeds, completing the composting process. Small production lines can choose a ground-type compost turner, which is flexibly adapted to ground-based strip fermentation, reducing initial investment.
Pre-treatment and deep processing equipment are key to improving the purity of the finished product. After fermentation, the material is fed at a uniform speed by a loader feeder into a vertical crusher, which efficiently breaks up any lumps formed during fermentation and grinds the material to 80-100 mesh, ensuring uniform fineness. Next, a drum screener removes large, unfermented impurities through a double-layer screen. Qualified fine powder proceeds to the next stage, while coarse material is returned to the crusher for reprocessing, ensuring the quality of the finished product.
Auxiliary and packaging equipment ensures efficient operation of the production line. Belt conveyors act as the "logistics link," connecting various devices to achieve fully automated material transport, reducing manual intervention. The integrated control cabinet is the "intelligent brain," allowing for full control of equipment operating parameters and one-button start/stop, reducing operational complexity. The finished product packaging stage uses an automatic quantitative powder packaging machine, capable of accurate weighing, automatic bagging and sewing, with sizes adaptable to 25-50 kg to meet storage and sales needs.
Furthermore, depending on environmental requirements and production scale, a pulse bag filter can be added to control dust, and a twin-shaft mixer is used to add auxiliary materials such as microbial agents and humic acid, increasing the added value of the fertilizer. The complete set of equipment is compatible with small and medium-sized production lines with an annual output of 10,000 tons. It requires no drying or granulation, requires little investment, occupies little space, and has a quick return on investment. It not only realizes the resource utilization of organic waste, but also meets the needs of green agricultural development, providing high-quality and environmentally friendly fertilizer support for the planting industry.








.jpg)
