With the expansion of large-scale cattle farming, the resource-efficient utilization of cattle manure has become a growing trend. Producing organic fertilizer represents a key pathway for "turning waste into wealth," and the proper selection of organic fertilizer production equipment directly determines production efficiency, product quality, and economic returns. Given the inherent characteristics of cattle manure—specifically its high crude fiber content and high moisture levels—the equipment selected for organic fertilizer production line must differ from that used for general livestock and poultry waste treatment. The selection process should adhere to the principles of "suitability for material characteristics, capacity matching, environmental compliance, and cost-effectiveness," ensuring a scientifically sound choice of the complete equipment set.
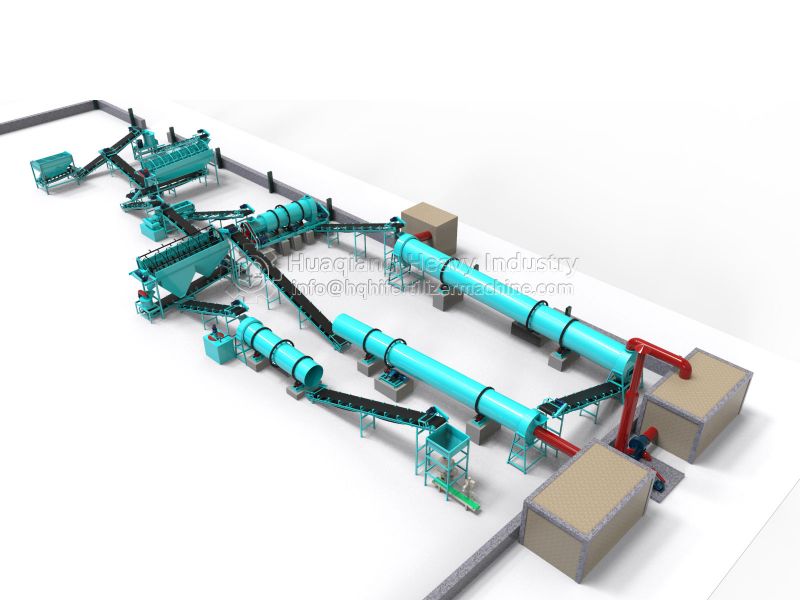
The primary prerequisite for equipment selection is matching the intended production scale to avoid scenarios where equipment is either "overkill" (too large for the task) or "under-capacity" (insufficient to meet production demands). Small-scale production (yielding 10,000 to 30,000 tons annually) is suitable for small to medium-sized farms; this typically involves selecting a windrow compost turner and a disc granulator, paired with a small-scale drying line. This configuration offers low investment costs and operational flexibility, allowing the entire process to be managed by just one or two workers. Large-scale production (yielding over 50,000 tons annually), conversely, requires the installation of trough-type compost turners, rotary drum granulators, and automated drying and cooling systems to facilitate continuous production, thereby reducing labor costs and significantly boosting efficiency.
The selection of core equipment must be tailored to the specific characteristics of cattle manure to effectively address the challenges posed by its high crude fiber content. The fermentation stage is critical; priority should be given to compost turners specifically designed to handle high-fiber materials—crawler-type models for small-scale operations and trough-type models for large-scale ones. This ensures thorough turning and aeration, maintaining a high-temperature fermentation environment (above 55°C) to effectively eliminate pathogenic bacteria. For crushing equipment, a semi-wet material crusher is recommended to prevent the crude fibers from tangling and clogging the machinery, thereby ensuring a uniform particle size. Granulation equipment should also be selected based on scale: disc granulators are suitable for small-scale operations, while new type organic fertilizer granulators are preferred for large-scale facilities to boost the granulation rate to over 85%.
Environmental compliance serves as the absolute baseline for equipment selection, necessitating the integration of appropriate environmental protection systems. The fermentation stage requires the installation of biofilters or spray towers to ensure that the removal rates for ammonia and hydrogen sulfide exceed 95%. Furthermore, the wastewater generated during the solid-liquid separation process must be paired with a recycling system to enable water reuse and ensure full compliance with environmental standards. Concurrently, priority should be given to equipment characterized by low energy consumption and minimal noise output to mitigate environmental risks and reduce operational costs.
Finally, due attention must also be paid to the cost-effectiveness of the equipment and the quality of the after-sales service provided. Prioritize reputable fertilizer machinery manufacturers to ensure that equipment quality meets established standards; simultaneously, verify the availability of after-sales support—including installation, commissioning, and maintenance services—to prevent equipment malfunctions from disrupting production. There is no need to blindly pursue high-end equipment; instead, by selecting an equipment configuration that is appropriately tailored to your specific raw material supply and financial resources, you can maximize operational efficiency and profitability.
Scientific equipment selection serves as the bedrock of organic fertilizer production from cattle manure. Only by comprehensively balancing production capacity, material characteristics, environmental compliance, and cost-effectiveness can cattle manure be truly transformed into high-quality organic fertilizer—thereby simultaneously resolving pollution issues, generating substantial economic returns, and fostering the green, circular development of the agricultural and livestock sectors.








.jpg)
